





























 选择语言
选择语言


















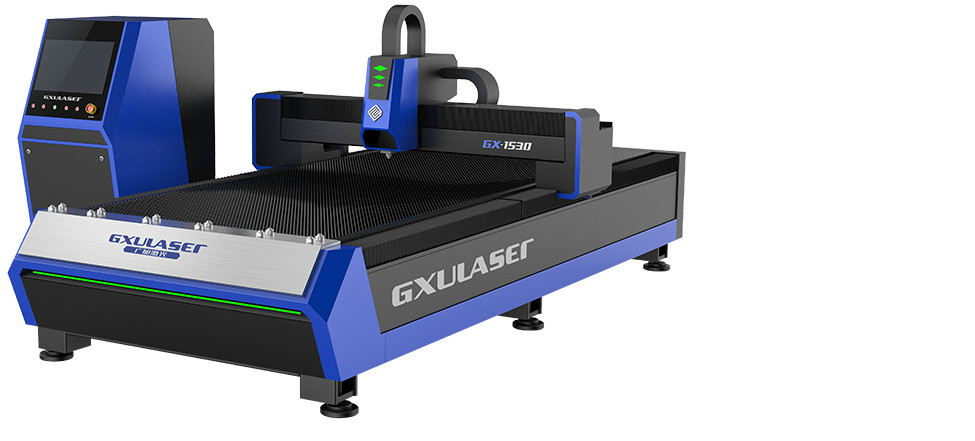
光纤激光切割机切割质量差时检查事项
发布时间:2022/8/17 15:03:10
光纤激光切割机切割质量差时,建议先进行一般检查,检查内容及顺序如下:
1.切割高度,建议实际切割高度为0.8~1.2mm实际切割高度不准确的,需要标定;
2.切口,检查切口型号及尺寸是否使用错误,检查切口是否损坏,圆度是否正常;
3.光心,建议使用直径1.0切口进行光心检查,焦点在-1~1之间,使光点小,易于观察;
4.保护激光切割机的镜片,检查镜片是否干净,无水、无油、无渣。有时由于天气或气体等原因,保护镜片结雾;
5.检查焦点,检查焦点设置是否正确,如果这五项都没有问题,则根据现象修改参数。
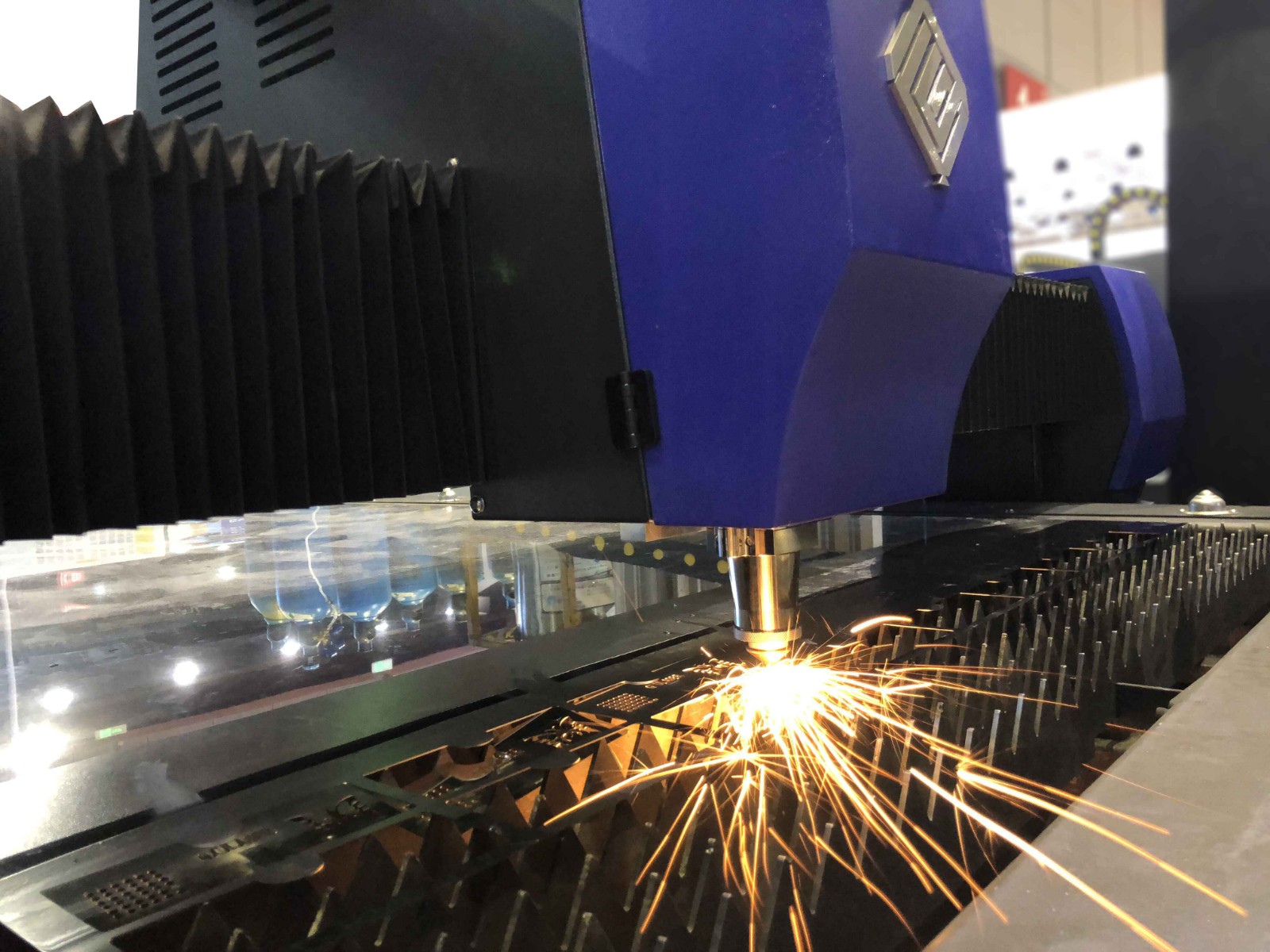
常见现象及参数调整:
(1)激光切割机切割不锈钢挂渣:挂渣种类繁多。如果只是拐角挂渣,可以先考虑拐角倒圆,参数可以减少焦点.增加气压等;如果整体挂硬渣,需要减少焦点、加大气压、增加切口,但焦点过低或气压过大会导致断面分层和粗糙;如果整体悬挂颗粒状软渣,可以适当提高切割速度或降低切割功率;如果在切割快结束的一侧悬挂渣,可以检查气源供气不足,气流跟不上。
(2)激光切割机切割碳钢截面:薄板截面不够亮、厚板的截面很粗糙。要想使截面明亮,首先要做好板材,表面无锈、无漆、无氧化皮,然后氧气纯度要高到99.5%以上,切割时用小切口双层1.0或1.2,切割速度快于2m/min.切割气压不宜过大;要想厚板切割断面质量好,首先要保证板材和气体的纯度。其次是切口的选择,孔径越大,断面质量越好,但同时断面锥度越大。


