





























 选择语言
选择语言


















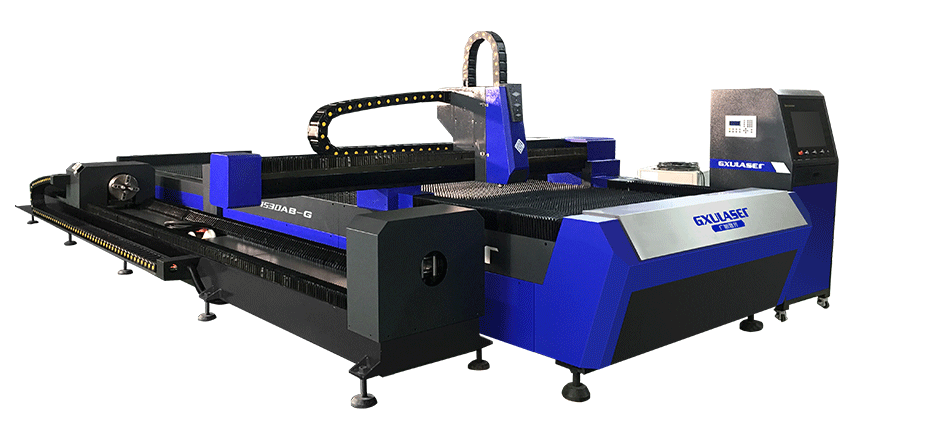
激光切割机专业性能参数(二)
发布时间:2022/6/22 15:03:28
1.影响切割速度
激光切割机加工中,切割速率对切割材料的品质拥有挺大的危害,理想化中的切割速率会使切割面呈现较为平稳的纹路,且原材料下半部不容易出現渣。当辅助气体气压和激光机功率一定时,切割速率与切缝宽度显示信息出一种非线性的反比关联,当切割速率较慢时,激光切割机能在切缝的功效時间增加,进而造成切缝宽度增加,当速率太慢时,激光切割机光束作用時间过长,工件的上切缝和下切缝相差很大,切割的品质降低,生产率也会大幅度降低。伴随着切割速率的提升,激光切割机能在工件上的功效時间短,那样便会促使热扩散和热传导效应变小,进而切缝的宽度也相对变小。当速率太快时,被切割的工件原材料便会因为切割热量键入的不够出現切割不彻底的状况,这类状况归属于不彻底切割,而且融解了原材料不可以立即被吹掉,这种物便会使切缝再次焊接。
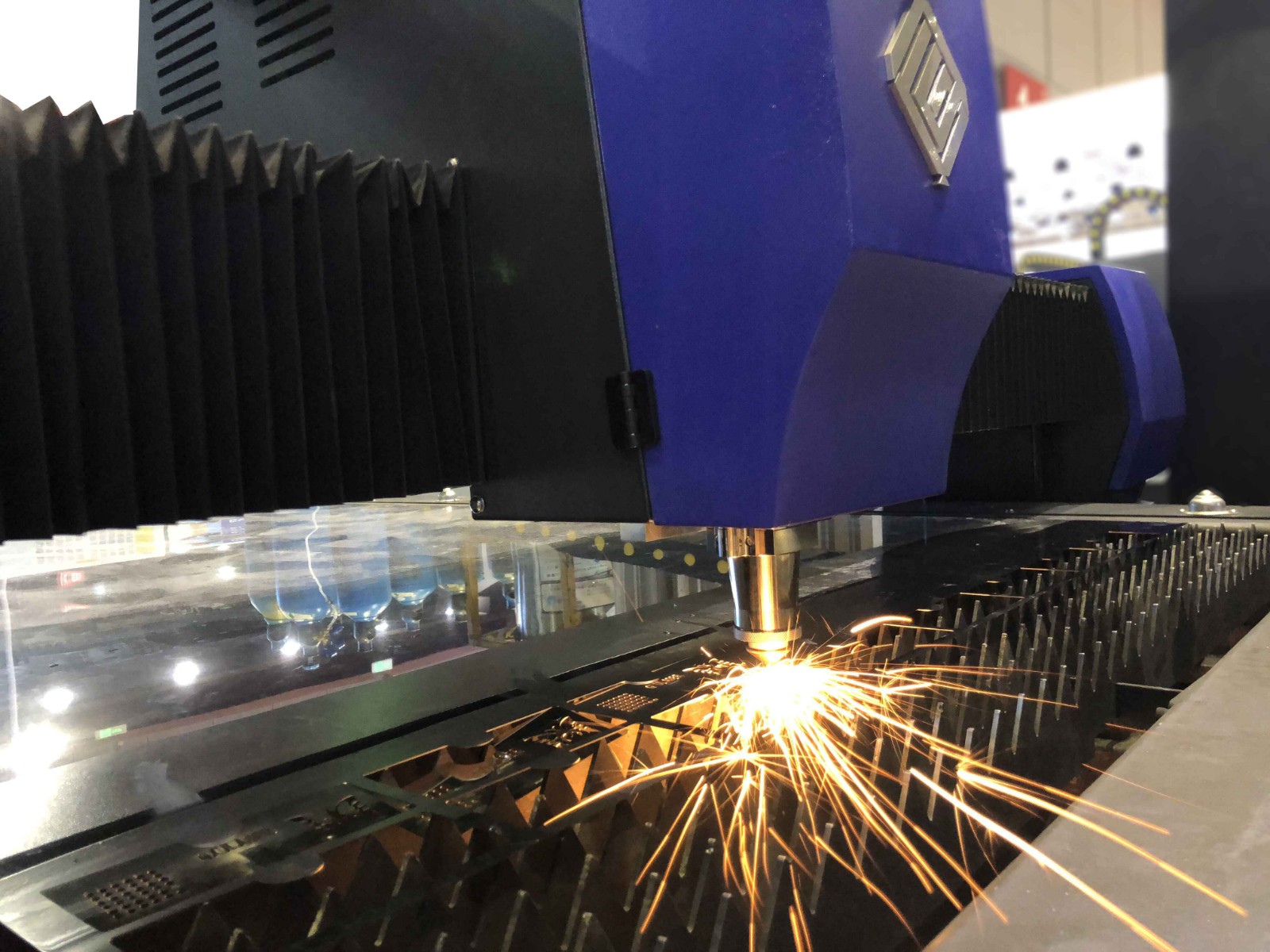
2.影响焦点位置
焦点位置是激光聚焦到工件表面的距离,它直接影响切割表面的粗糙度、切割的坡度和宽度以及熔融残渣的附着。如果焦距过大,会增加被切割工件下端的热量吸收,在切割速度和辅助气压一定的情况下,被切割的材料和熔化的材料会在下表面流动,冷却后熔化的材料会粘附在工件下表面;如果位置滞后,切割材料下端可吸收的热量会减少,因此切割材料中的材料不会完全融化,一些尖锐和短残留物会粘附在板的下表面。一般来说,焦点位置应该在工件表面或稍低一点,但不同的材料要求不同。激光切割机在切割碳钢时,焦点位于板面时,切割质量较好;不锈钢切割时,焦点应在板厚约1/2时更好。


